
افتخارات دانشکده
جلسه دفاعیه رساله دکتری آقای اسماعیل پوراسماعیل مغانلو در دانشکدة مهندسی مکانیک دانشگاه سمنان برگزار گردید.

جلسه دفاعیه دکتری آقای اسماعیل پوراسماعیل مغانلو دانشجوی دکتری رشتة مهندسی مکانیک گرایش ساخت و تولید تحت عنوان "مطالعة تجربی اثر متغیرهای فرایند جوشکاری اصطکاکی اغتشاشی نقطهای دوباره پُرکُن به کمک امواج فراصوت روی خواص مکانیکی-ساختاری" در روز شنبه مورخ 15 شهریور 1404 ساعت 9 صبح در دانشکدة مهندسی مکانیک دانشگاه سمنان برگزار گردید.
این رساله تحت راهنمایی آقای دکتر مسعود محمودی و همچنین مشاورة دکتر سید محمد جعفری انجام شده است و توسط داوران محترم آقای دکتر سعید امینی (داور خارجی) و آقایان دکتر اسماعیل عمادالدین و دکتر فرزاد احمدی خطیر (داوران داخلی) مورد ارزیابی قرار گرفته است.
چکیده :
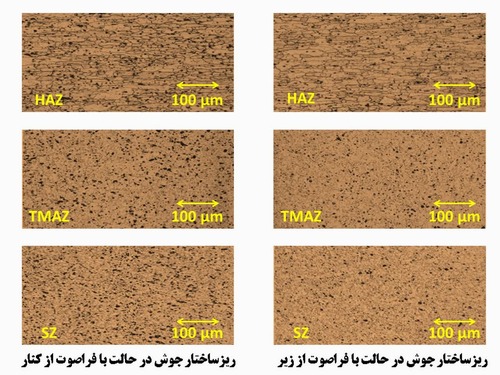
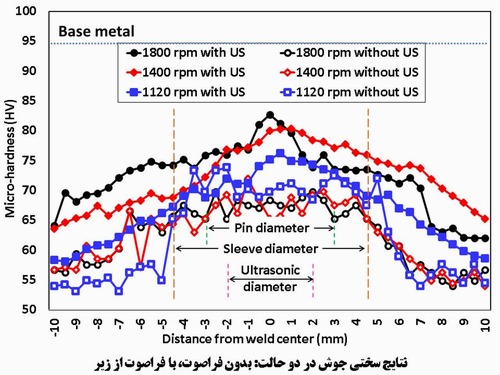
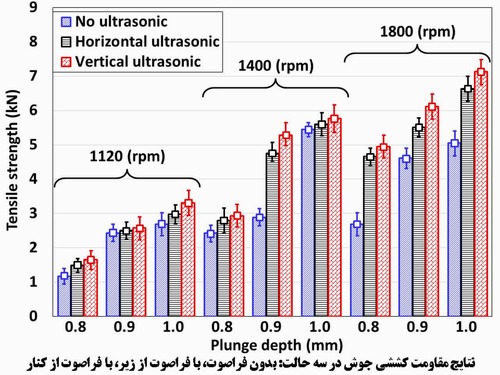
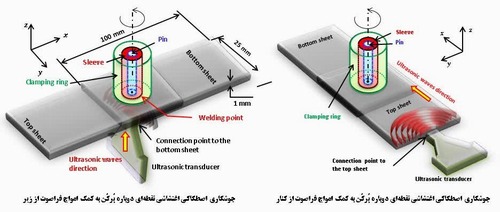
این پژوهش به بررسی تأثیر امواج فراصوت بر فرآیند جوشکاری اصطکاکی اغتشاشی نقطهای دوباره پُرکن (RFSSW) در اتصال ورقهای آلیاژ آلومینیوم T6-6061 پرداخته است.RFSSW یک فرایند حالت جامد است که برای اتصال ورقهای فلزی سبک مانند آلومینیوم بدون ذوب فلز پایه بهکار میرود. در این روش، ابزار پس از نفوذ به قطعات، ماده نرمشده را دوباره به درون حفره بازمیگرداند و سطح را صاف و بدون حفره باقی میگذارد. هدف اصلی، بهبود استحکام مکانیکی و ریزساختار ناحیة جوش از طریق ترکیب روش RFSSW با امواج فراصوت در دو حالت عمودی و افقی بود. آزمایشها تحت سه متغیر انجام شدند: سرعت دورانی ابزار 1200-1800 rpm، عمق نفوذ (8/0-1 میلیمتر)، و توان فراصوت (400-1000 وات). نتایج نشان داد که اعمال امواج فراصوت بویژه در حالت عمودی، استحکام کششی را تا 20% افزایش میدهد (از 7/3 به 2/5 کیلونیوتن) و ریزساختار ناحیة همزنی را بهبود میبخشد. تحلیل ریزساختاری با میکروسکوپ نوری و الکترونی روبشی تأیید کرد که امواج فراصوت موجب ریزدانه شدن و کاهش عیوبی مانند حفرهها میشوند. همچنین، سختی سنجی ویکرز بهبود 15-20% سختی در ناحیة جوش تحت تأثیر فراصوت را نشان داد. با استفاده از روش طراحی آزمایشها، شرایط بهینه برای دستیابی به بالاترین استحکام، سرعت دورانی 1460 rpm، عمق نفوذ 9/0 میلیمتر، و توان فراصوت 1000 وات تعیین شد. آزمونهای کشش و ورکندگی تأثیر معنادار جهت امواج فراصوت را بر استحکام اتصال تأیید کردند. دلیل این امر نیز بیشتر دو علت بود: یکی نزدیک بودن نوک شیپورة فراصوت به محل اتصال و دیگری فشرده شدن محل اتصال در اثر امواج فراصوت در حالت عمودی نسبت به افقی
Abstract:
This study investigates the effect of ultrasonic vibrations on the Refill Friction Stir Spot Welding (RFSSW) process for joining 6061-T6 aluminum alloy sheets. RFSSW is a solid-state joining technique used for lightweight metals like aluminum, where bonding occurs without melting the base material. In this process, the tool penetrates the workpieces and refills the softened material into the cavity, leaving a smooth, defect-free surface. The main objective was to enhance the mechanical strength and microstructure of the weld zone by integrating ultrasonic vibrations into the RFSSW process in both vertical and horizontal directions. Experiments were conducted using custom-built RFSSW and ultrasonic systems, varying three key process parameters: tool rotational speed (1200–1800 rpm), penetration depth (0.8–1 mm), and ultrasonic power (400–1000 W). The results demonstrated that applying ultrasonic vibrations—particularly in the vertical direction—increased tensile strength by up to 20% (from 3.7 to 5.2 kN) and significantly refined the stir zone microstructure. Optical and scanning electron microscopy revealed that ultrasonics promoted grain refinement and reduced welding defects such as voids. Moreover, Vickers hardness testing showed a 15–20% increase in hardness within the weld zone under ultrasonic influence. Using design of experiments (DOE) methodology, the optimal conditions for achieving maximum joint strength were identified as a rotational speed of 1460 rpm, a penetration depth of 0.9 mm, and ultrasonic power of 1000 W. The tensile and peel tests confirmed the significant effect of the ultrasonic wave direction on joint strength. This was mainly due to two reasons: first, the proximity of the ultrasonic horn tip to the joint area, and second, the compression of the joint under ultrasonic waves in the vertical orientation compared to the horizontal.
این رساله با درجة بسیار خوب مورد پذیرش هیات داوران قرار گرفت و تاکنون 3 مقاله در مجلات معتبر از نتایج این تحقیق استخراج و منتشر شده است.
مسعود محمودی
استاد راهنما

نظر دهید